
Quali sono le basi della flessione su una macchina per flessione?
Feb 11, 2025Innanzitutto, il concetto di base e la classificazione di macchina per piegatura
Passaggio 1 Definire
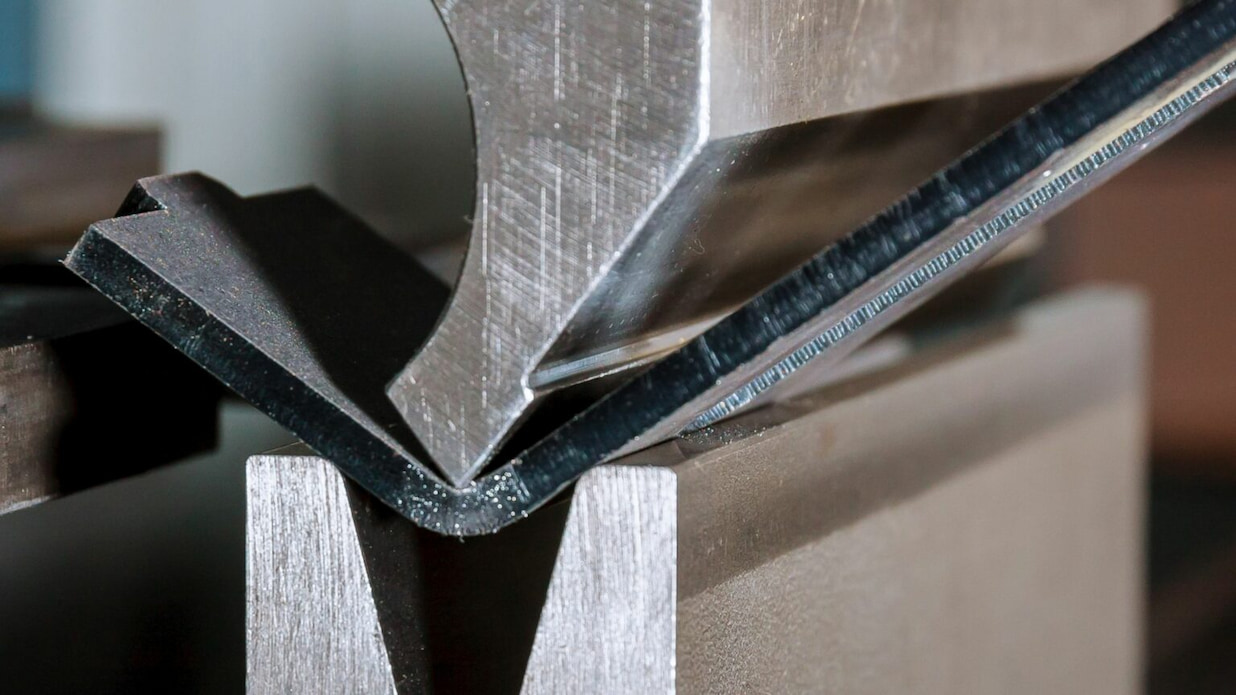
Una macchina per flessione è un dispositivo che produce deformazione plastica in uno stampo applicando una pressione su una lamiera per formare un angolo o una forma predeterminati.
2. Tipi principali
Macchina di flessione meccanica: la pressione è fornita dalla trasmissione meccanica (come ingranaggi, albero a gomiti), struttura semplice ma bassa precisione, adatta a piccole lavorazione.
- Macchina di flessione idraulica: guidata dal sistema idraulico, alta pressione, elevata stabilità, adatto per la trasformazione della piastra media e spessa.
Macchina di flessione del controllo numerico (CNC): attraverso il sistema CNC per controllare l'angolo di flessione, il posizionamento del materiale di arresto posteriore, alta precisione, alta efficienza, adatto alla produzione in serie di pezzi complessi.
- Servo Electroidyding Melding Machine: combinazione di tecnologia motoriale idraulica e servo, risparmio energetico e velocità di risposta rapida.

In secondo luogo, la struttura e la funzione del nucleo della macchina flettente
1. Fuselia: il telaio che supporta la struttura complessiva deve avere un'elevata rigidità per resistere alle forze di flessione.
2. Blocco scorrere: un componente di pressione che si muove su e giù per collegare la matrice superiore e applicare la pressione.
3. Banch da lavoro: una piattaforma per fissare il dado inferiore, solitamente dotato di uno slot a forma di V regolabile.
4. Sistema idraulico (modello idraulico/elettroidraulico): composto da pompa dell'olio, cilindro, gruppo di valvole, ecc. Per controllare la pressione e la corsa.
5. Ga indice: il componente chiave della macchina per flessione CNC, che viene utilizzato per il posizionamento della piastra e influisce direttamente sulla precisione della flessione.
6. Sistema di controllo numerico (modello CNC): parametri di input (angolo, pressione, corsa) per controllare il processo di flessione.
Terzo, conoscenza di base del processo di flessione
1. Principio di flessione
- La pressione viene applicata al foglio attraverso la matrice per causare la deformazione plastica del materiale.
- Parametri chiave: angolo di flessione, raggio di flessione, forza di flessione (correlata allo spessore e alla resistenza del materiale).
2. Caratteristiche del materiale
- Modulo elastico: la capacità del materiale di resistere alla deformazione (come l'acciaio inossidabile, che richiede una compensazione eccessiva).
- raggio di flessione minimo: evitare il cracking del materiale, a seconda dello spessore e del tipo di materiale.
- Springback: il rimbalzo dell'angolo del materiale dopo lo scarico deve essere compensato dalla flessione o dal design dello stampo.
3. Calcolo della forza di piegatura
- Formula: 'p = (1,42 × σb × l × t²)/v'
-σb: resistenza alla trazione del materiale (MPA)
-L: lunghezza di flessione (mm)
-t: spessore del materiale (mm)
-V: larghezza di apertura della matrice inferiore (mm)
Quattro, selezione e utilizzo dello stampo
1. Tipo di muffa
- Mino superiore (Punch): le forme comuni includono il dado a coltello affilato, il dado del coltello curvo, la matrice a collo di canno.
-Miestro inferiore (dado): il raggio di flessione è determinato dalla larghezza della scanalatura a V, che dovrebbe essere selezionata in base allo spessore del materiale (di solito la larghezza del V-port = lo spessore del materiale × 8 ).
- Stampo speciale: utilizzato per rotolare, appiattire, modanatura a più passi e altri processi.
2. Materiali della muffa
- Acciaio per utensili (CR12MOV), acciaio in lega, trattamento termico per migliorare la resistenza all'usura.
3. Principio corrispondente
- Rapporto tra lo spessore della piastra e la larghezza della Groave V (di solito 1: 8) per evitare la deformazione del materiale o il danno da muffa.
5. Processo operativo e specifiche di sicurezza
1. Procedura
- Ispezione dell'attrezzatura (olio idraulico, sistema di lubrificazione) → Selezionare Stampo → Parametri di input (angolo, pressione) → Piatta di posizione → Test di flessione → Compensazione di regolazione → Produzione di massa.
2. Precauzioni di sicurezza
- Indossare guanti/occhiali protettivi per evitare di tagliare le barate.
- Non mettere le mani nell'area dello stampo.
- Controllare regolarmente la tenuta del sistema idraulico per prevenire la perdita di olio.
Sei, problemi e soluzioni comuni
1. Il rimbalzo è troppo grande
- Soluzione: aumentare la compensazione dell'angolo di flessione, utilizzare lo stampo con funzione di correzione o sistema CNC.
2. Piegare la crepa
- Motivo: scarsa duttilità del materiale o raggio di flessione è troppo piccolo → Sostituire il materiale morbido o aumentare l'angolo R.
3. Deviazione di dimensioni
- Calibrare l'arresto posteriore, controllare l'usura dello stampo o i parametri del sistema NC.
Sette, selezione delle attrezzature e suggerimenti di posizionamento del mercato
1. Analisi del cliente target
- Piante di lavorazione della lamiera, produttori di mobili per telai, compagnie di ricambi auto, ecc.
2. Selezione dell'attrezzatura
- Piccole imprese: macchina flessibile idraulica CNC è raccomandato (economico e pratico).
-Mercato di fascia alta: macchine per flessione elettroidraulica servo o modelli ad alta precisione con rilevamento laser.
3. Tendenze tecnologiche
- Intelligente: compensazione dell'angolo di intelligenza artificiale integrato, sistema di cambio di stampo automatico.
- Risparmio energetico: guida del servo per ridurre il consumo di energia.

Manutenzione e manutenzione
1. Manutenzione di routine
- Pulire i detriti di stampo e tavolo.
- Controllare il livello dell'olio idraulico e la qualità dell'olio.
2. Manutenzione regolare
- Sostituire il filtro dell'olio idraulico ogni 500 ore.
- Lubrificare le parti in movimento come binari di guida e viti di piombo.













